




泊头优质压砂平台的研磨工艺
泊头 压砂平台的研磨工艺:
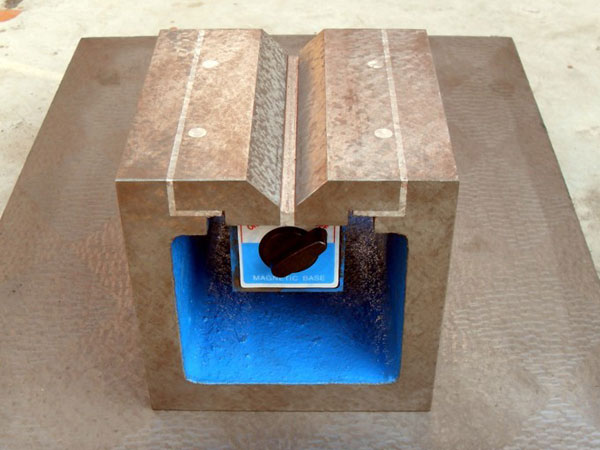
泊头 压砂平台按 GB7947-1999标准制造。压砂平板,压砂平台制成双围子、单围子和箱体式。其工作面外形分为长方形、正方形或圆形,工作面上可加工V形、T形、U形槽和圆孔、长孔等用以满足生产中压砂平板,泊头 压砂平台的不同工作需要。
泊头 压砂平台的材质为高磷、合金、球墨压砂平板。高强度铸铁HT150-300,工作面硬度为HB170-350,经过两次人工处理(人工退火600度-700度和自然时效2-3年)对铸铁平台,泊头 压砂平台进行热处理的目的是减少逐渐中的应力,消除压砂平板,压砂平台的部分白口组织,提高泊头 压砂平台工作表面的硬度和性,使该压砂铸铁平台的精度稳定,性能好。
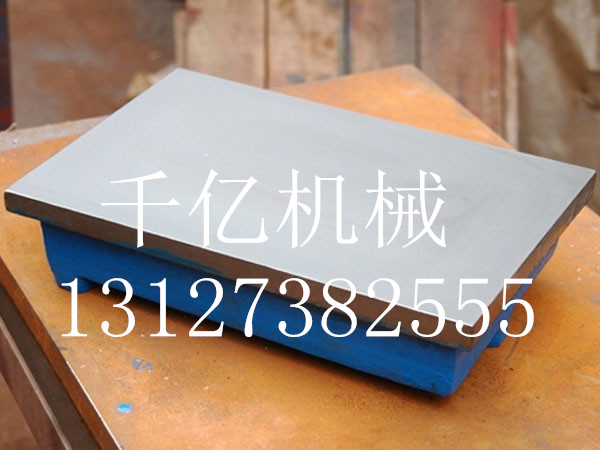
泊头 压砂平台工作面采有用研磨工艺,用于制件的研磨,量具的修理,用本产品研磨后的制件表面粗糙度Ra≤0.08μm。在机械制造中也是不可缺少的基本工具;压砂平台工作面采用刮削即人工刮研工艺,研磨工艺。泊头 压砂平台按 标准计量检定规程执行,分别为0级、1级、2级、3级铸铁平台四个等级。
泊头 压砂平台是在研磨平板的基础上将平板工作面嵌入均匀的研磨砂,将压砂平板作为干研工具可以使工件获得很高的光洁度及尺寸公差,压砂平板大部分选用 球磨铸铁或高磷低合金球磨铸铁作为原料。
泊头 压砂平台的研磨方法一般有两种:一种是三板互研法,这种方法压砂的结果是,三块平板平面度都很好,三块平板的压砂效果基本一样,并且三块平板都可以使用,不经常压砂,但对修理技术要求较高,所谓三板互研法是指三块平板互相之间依次互研,并且每块平板只能当下板两遍,实际共研磨6遍。
泊头 压砂平台另一种方法是两块板互研法,也叫子母板压法。这种方法是只用两块平板一上一下互研,用这种方法压砂结果是,两块平板的平面度基本吻合,上面铸铁平板的平面度凹,下板的平面度凸,并且下板的压砂效果要比上板的好。由于上板中间凹,不容易修理量块,一般不用上板,只用下板。缺点是下板的凸起程度不易控制,只能用一块平板。每次压砂时需要研磨3至4遍才可以完成。每遍6分钟左右。两种方法相比较,通常还是选择前者。