





铸铁铆焊平板铸铁平台的壁厚加工和配套部件
铸铁铆焊平板铸铁平台的壁厚加工和配套部件:
铸铁铆焊平板铸铁平台壁厚不均匀,铸铁平板铸件有些地方产生部门白口,同样平凡都可归纳为铸铁铆焊平板铸铁平台部位冷却速度迅速,使铸铁按介牢固系结晶而析出渗碳体。别的条件保持一致,冷却速度越大对应的共晶转变的过冷度就加大。固结过程温度的变革受共晶团成长速度的影响。
铸铁铆焊平板铸铁平台固结过程过冷度高则共晶团成长速度就加快。孕育剂的加入使共晶团数量短时间就加大,同时减少过冷度。因此孕育后力求获得6—8℃的相对过冷度,相对过冷度小于4℃则孕育过度。孕育使石墨和共晶团细化,使D、E型枝晶石墨转变成眇小均匀分布的A型石墨。硅钡孕育剂能很好的改进铸件断面均匀性,戒备铸铁铆焊平板铸铁平台铸件部门白口。铸铁件断面内部呈灰口,而内部出现部门白口,称为反白口。同样平凡感到:铸件已固结部位使厚大部位迅速冷却,落入介牢固系结晶范畴而致。偶尔型砂水分高,浇注温度低,也会出现反白口方向。
因此可知铸铁铆焊平板铸铁平台的璧厚之所以不均匀受到很多成分的影响,在实际利用过程中这些症结都要考虑周全才能的利用铸铁平板平台。
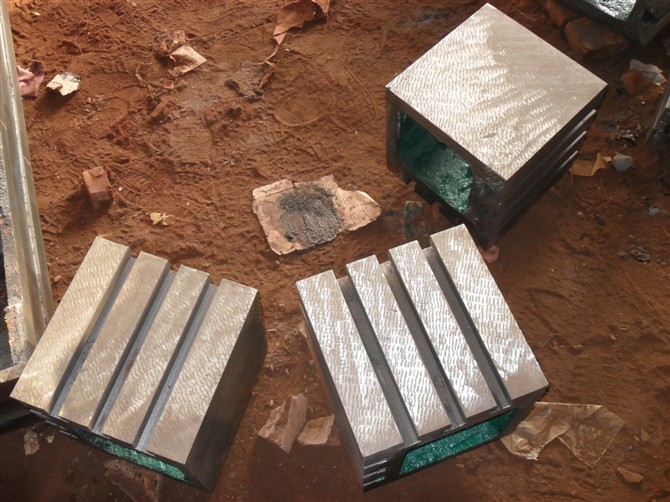
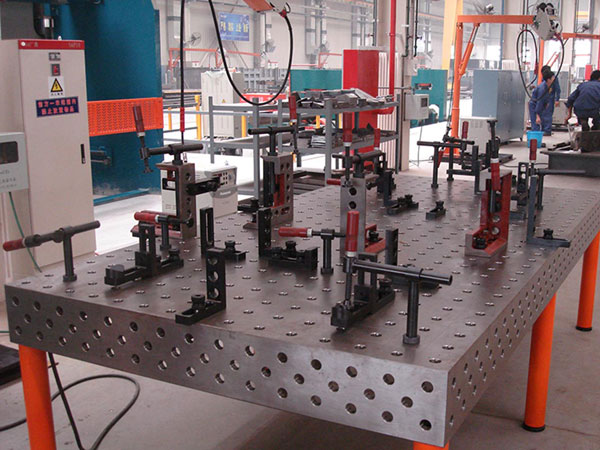
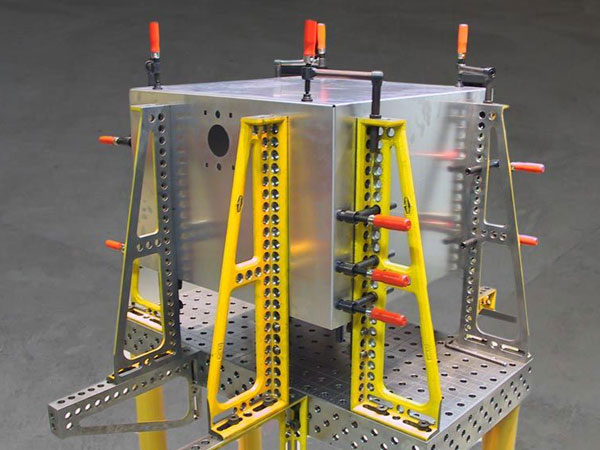
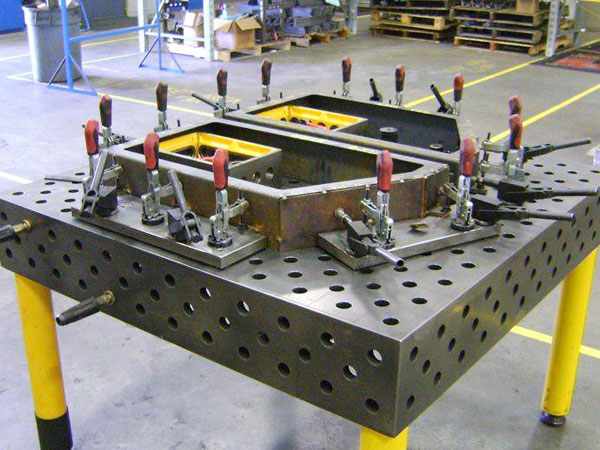
铸铁铆焊平板铸铁平台的配套部分公分为三种部件:一是龙门架;二是反力支座;三是组合支架套件,包含T型块、压板、螺栓等。
1、龙门架:龙门架的尺寸要求能够满足试验工作的高度和宽度要求,能够承受垂直方向不小于100kN载荷,使用寿命大于10年,使用时不能与MTS设备或者龙门架本身产生共振,且使用螺栓均匀地固定在铸铁底板上,制作工艺建议采用H型钢,焊接工艺可根据具体的结构进行却。
2、反力支座:外形尺寸要求能够满足试验工作的高度和宽度要求,可升降,可承受水平方向不小于50kN载荷,使用寿命大于10年,使用时不能与MTS设备或者龙门架本身产生共振。制作工艺建议焊接或铸造,要求需与试验铁地板完整配合使用。
3、组合支架套件:200×200×900部件,数量4个;200×200×600部件,数量4个;300×200×600部件,数量2个;300×200×200部件,数量4个;212×200×212部件,数量2个。制作需注意各构件之间是可以相互连接的,制作工艺只限球墨铸铁铸造,可根据经验提供一份组合支架套件的制作图纸。
上述为铸铁铆焊平板铸铁平板配套的全部部件,均为汽车零部件疲劳耐久试验中的配件,是构成整个试验基础的重要工具和辅助夹具,能够对试验精度和满足不同的试验要求。

