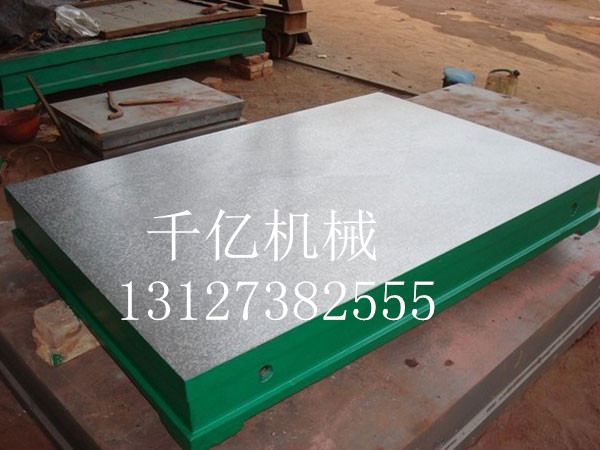







千亿T型槽划线铸铁平台铸造工艺规程
千亿T型槽划线铸铁平台铸造工艺规程:
千亿T型槽划线铸铁平台铸造工艺规程是指导生产的技术文件,它既是进行生产技术准备科学管理的依据,又是工厂工艺技术经验的结晶。因此,铸造工艺规程编制的好坏,对铸铁平台铸件质量、生产效率和铸件成本起着决定性的作用。
千亿T型槽划线铸铁平台铸造工艺规程的完备和细致程度,取决于工厂的生产条件和生产性质。例如,大批量生产的铸铁平台,工艺规程可以编得完备些和细致些。单件小批生产或不太重要的铸铁平台,则可以简单些。所以格式不可能统一,形式也是多种多样。
千亿T型槽划线铸铁平台铸造工艺规程,一般可以分为两类,一类是通用性的,即对铸造过程中的各个主要环节,例如,对铸铁平台型(芯)、砂型(芯)的烘干、合型浇注、合金、熔炼、落砂清理等,可制定通用性的(对每一个平台都适用的)工艺规程。另一类是对每一个平台,根据其各自的要求,设计出工艺图或工艺卡等。
T型槽划线铸铁平台在铸造生产过程中, 要井条有序,这样一方面了提高了合格率也节省了一些成本。
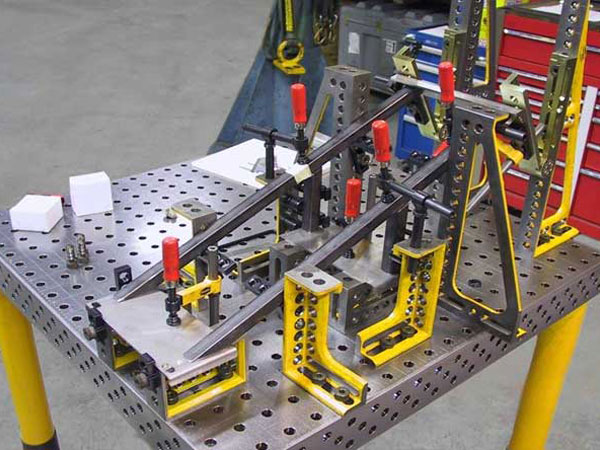
传统铸铁平台铸造工艺 先要模型工作出产品外型的模型和内腔形状的模型(一般都是木制的),然后普遍采用煤粉、硼润土、粘土和硅砂的混合物造型,再利用混合物分别制取砂芯和和铸型,再将砂芯和铸型装配、定位、合箱后浇注铸铁平台铸件。
该工艺合箱时将砂芯和铸型达到 定位十分困难,而且在浇注过程中容易发生位移、变形,另外传统铸铁平台铸造工艺容易使铸铁平台铸件产生气孔、夹砂、缩孔等质量缺陷。因此,铸铁平台铸件的质量很难达到技术要求,而且,机械加工量非常大,造成不 的能源消耗。
传统铸铁平台铸造工艺中对于型腔结构复杂的铸铁平台铸件清砂都普遍采用水爆清砂。水爆清砂在我国一般都是采用从德国引进的工艺,大概在60万元左右,在清砂的过程中,同样会产生大量的有毒有害物质,而且容易使铸铁平台铸件型腔内部龟裂,加大废品率。
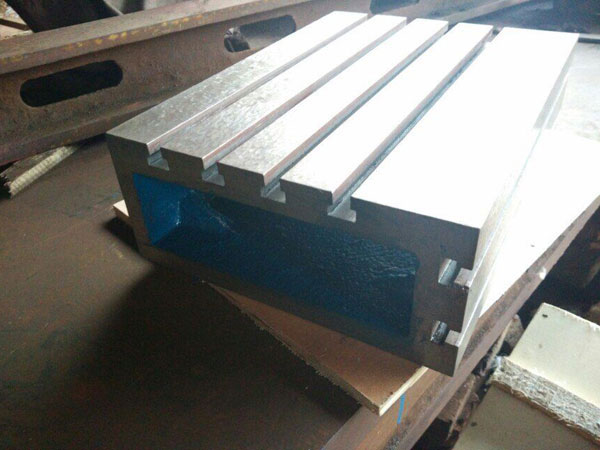
千亿T型槽划线铸铁平台铸造还可按金属液的浇注工艺分为重力铸造和压力铸造。
重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。压力铸造是指金属液在其他外力(不含重力)作用下注入铸型的工艺。广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。
砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。砂型铸造用的模具,以前多用木材制作,通称木模。旭东铸件厂为改变木模易变形、易损坏等弊病,除单件生产的砂型铸件外,全部改为尺寸精度较高,并且使用寿命较长的铝合金模具或树脂模具。虽然价格有所提高,但仍比金属型铸造用的模具便宜得多,在小批量及大件生产中,价格优势尤为突出。
此外,砂型比金属型耐火度 高,因而如铜合金和黑色金属等熔点较高的材料也多采用这种工艺。但是,砂型铸造也有一些不足之处:因为每个砂质铸型只能浇注一次,获得铸件后铸型即损坏, 重新造型,所以砂型铸造的生产效率较低;又因为砂的整体性质软而多孔,所以砂型铸造的铸件尺寸精度较低,表面也较粗糙。采用了这种铸造工艺使得成本降低,还有就是铸件 完善。