




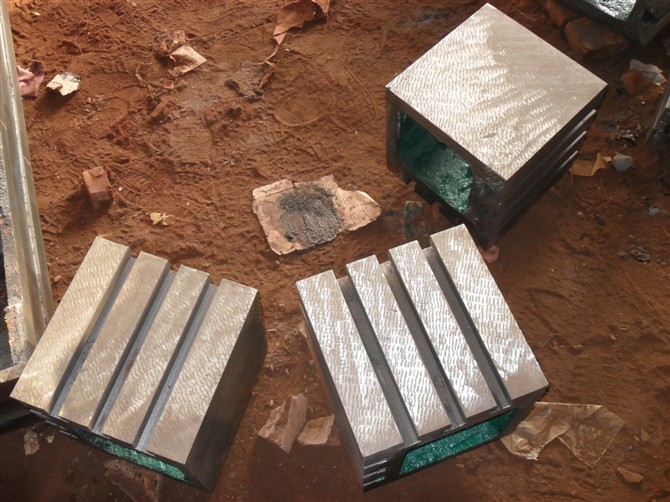



铸铁平台铸件平面硬度均匀性和缩孔的控制
铸铁平台铸件上有缩孔是什么原因造成的,我们应该怎么解决?
铸铁平台铸件上的气孔一般为气孔和缩孔两种,在灰铸铁铸铁平台铸件中气孔和缩孔的形成是不一样的,控制方法 是不同,气孔形成的原因有以下几种:

铸铁平台铸件型砂水分高、型砂的透气性能差、铸型的硬度高、型砂的微粉含量高、铸型的气体通量小、浇冒口设计不合理、树脂砂造型时树脂的用量大、树脂的质量差、浇铸速度快等。
控制方法是选择透气性能好的型砂、降低型砂的水分含量、降低型砂的微粉含量、降低铸铁平台铸件铸型的硬度、加强铸型的透气性能、合理的设计浇冒口、合理的掌握树脂的用量、注意树脂的质量、降低浇铸速度、在不影响铸件质量的情况下降低浇铸温度、。
缩孔的形成原因是铁水的补缩不足造成的、形成的种类有多种控制方法也有多种,要具体情况具体对待。控制方法是:加大浇冒口的设计合理的选择浇注温度、合理的使用冷铁、合理的设计浇冒口等。
为了使铸件组织致密、硬度均匀,对平台底部区域预埋风管加速冷却,区域散热条件。在平台外周开设内浇道,平衡各部分温差。浇注后根据砂型监测点温度显示数据的变化,及时对散热管通风调整砂床温度,使区域砂型的温度与四周一致。砂型温度监测设备为EU-2 (K) 测温仪,测温范围0~1 300℃。
(1)基准重合。平台的高度方向有一条基准线,也有线,这些是平台的设计基准,也是平台加工和装配基准,铸型装配时要将铸造基准与加工基准重合,避免因基准变换而引起误差,影响整个铸型的装配精度。
(2)画好组型、下芯定位线。合箱之前要 先在砂床表面画好定位线,留出下芯标记。 先下好46#砂芯,46#芯是其余49块外周砂芯的基准;21#~24#Φ60 mm×2 500 mm长条通孔芯采用铬矿砂制作,防止粘砂,为了防止21~24#芯过长而出现弯曲,在芯子的中部与砂床预留的焊点连接固定;严格按照画好的定位线依次下1~20#外型芯,25~45#内腔芯,下芯后要用直尺校验芯子与平台轴向基准面的垂直度。
(3)组型芯下好后,在其外部应填充型砂,填砂前要用卡板在砂芯内侧支撑牢固,防止尺寸变化,填砂硬化后再撤掉卡板。上型采用盖芯,分块制作。为防止盖芯涨箱,合箱结束后使用垫铁均匀支撑每块砂芯,每块砂芯要保证有至少2点垫铁加固。
(4)为防止芯撑在凝固强度不足时软化,采用 的芯撑进行支撑。
千亿机械生产铸铁平台、划线平台、T型槽平台、铸铁平台使用广泛,适用于船舶行业、机械行业、机床行业等!欢迎各行业企业咨询采购,同时也欢迎友人来我公司参观指导,采购我公司产品。
