








研磨铸铁平台对温度的要求及校正方法
研磨铸铁平台对温度的要求及校正方法:
研磨铸铁平台的热环境是研磨时由各种热源所引起的研磨温度在空域和时域分布的一个集合。热源可分为内部热源和外部热源两大类。内部热源包括研磨区的研磨热,工作时运动副产生的摩擦热;外部热源指环境温度的变化和各种热辐射(阳光、照明、人体体温等)。研磨工作时运动副产生的摩擦热,当研磨机结构并达到热平衡后,其产生的温度场基本恒定;外部热源随环境变化, 但对于具体的研磨环境是的, 这时可将外部热源温度看成一个常值。
对尺寸较小的研磨铸铁平台,按三面互研的接触斑点进行刮削,使三块平板同时达到接近理想平面的修理方法,目前仍被广泛采用。按这种方法修理的主要困难在于刮削时仅凭接触斑点,并不完全掌握平板各部位凹凸的实际情况。为了避免走弯路,拖研和刮削应按程序,一般可分为以下三个阶段:
一阶段:在三块研磨铸铁平台中选出一块平面度情况较好的(1号)作为基准,用来分别拖研另两块(2号和3号),按拖研显示的接触斑点刮削2号和3号,直到接触斑点分布均匀;然后将2号和3号放在一起拖研,按接触斑点同时刮削2号和3号,直到接触斑点分布均匀。至此可以认为,2号和3号的平面度已比1号好。
二阶段:以2号作为基准,用来拖研1号,按拖研显示的接触斑点刮削1号,直到接触斑点分布均匀;然后将1号和3号放在一起拖研, 按接触斑点同时刮削1号和3号, 直到接触斑点分布均匀。
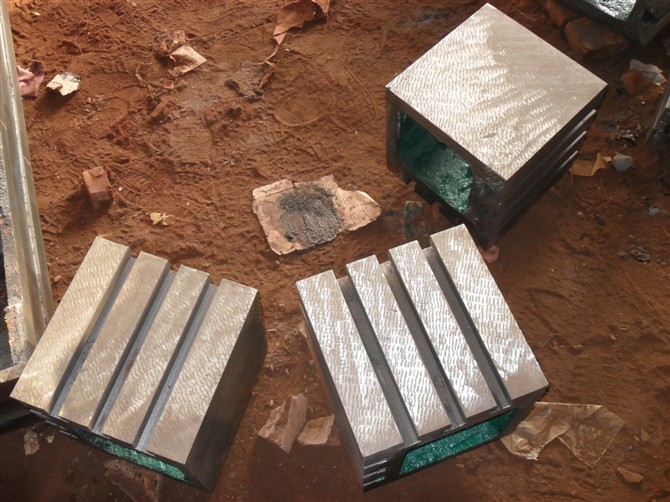
三阶段:以3号作为基准,拖研2号,刮削2号;再将1号和2号合研,一起刮削。以上整个研磨阶段可以用图1来表示,图中双层线框表示用作基准的研磨平板号,单层线框表示拖研后进行刮削的铸铁平板号。 整个过程要经过这样几个循环,才能使接触斑点数达到要求。从上述研磨过程可以看出T型槽铸铁平台温度场总体上是一个由非稳态温度场(随空间和时间变化)到稳态温度场(只随空间变化)的渐变过程,而在某一时刻的研磨较高温度是一非稳态的瞬时传热过程形成的, 对研磨铸铁平台平面度影响较大。
研磨铸铁平台用量块是长度计量的实物标准,在长度计量领域中占据着重要的地位,它是机械制造业中实现零件互换性的可靠保证。主要用于检定和校正各种长度计量仪器、量具、机床的调整以及零件的测量,得以广泛的应用。由于使用的较为频繁,量块测量面因划痕碰伤而凸起毛刺或因磨损造成测量面的平面度失真,从而影响量块量值传递的准确性。尤其在量块研合使用时,测量不确定度将成倍的增加,则对车间的加工质量影响大。量块修理则是保证量块量值传递的_途径。
量块修理是通过研磨铸铁平板的几何形状(平面度)传递给量块使其创造一个新的工作面,因此研磨铸铁平台工作面的平面度的几何形状(凸、凹、平)为重要。合格的研磨平板工作面有两种方法:且阱三面互研法”和“两面互研法”。而传统的修理方法是采用“三面互研法”,此法在量块修理中很难保证工作面的平面度,因此总结了“两面互研法”,并且在工作中发挥了非常好的效果,下面分别叙述工作原理以比较“两面互研法”的优势。
“三面互研法”在研磨工作中是一种非常普遍的方法,研修校正后三块研磨铸铁平台研磨面均可使用,平板的利用率非常高,但被研修的平面的平面度却很难保证。

