






泊头铸铁平台的造型工艺方法说明
泊头铸铁平台的造型工艺方法说明:
千亿机械在铸铁平台生产上有着充足的经验和且的生产设备。对于铸铁平台生产环节严格质量控制。下面我们就铸铁平台的生产造型工艺及特点做下详细介绍,希望对大家有所帮助。
在铸造泊头铸铁平台时它的底面是大于面,应先夯实一层面砂,铲平后,沿造型表面放入两根直钢管,用水平仪再次检验是否平整,作为基准面,然后放入模型;如果平台模型底面不是平面,则应先将模型放于机床上,下面用耐火砖垫好,用水平仪再次检验是否平整,在模型上用重物压实;层的面砂层厚度在60~l00mm,模型大件取100mm,砂层应夯实,每次填松散面砂的厚度约200mm;夯实后的砂层厚度应不大于l00mm,非常大件的铸铁平板造型时每次填松散面砂的厚度约15 0mm.
其次对于造型时模型侧壁,每放置2~3层砂应压一层间距约200mm的砂实,上下两层应交错排列;耐火砖管横浇道距泊头铸铁平板造型后件应不小于250mm,顶部应用耐火砖封堵严实,并用铁棒予以加固;铸件的内浇道离型腔面应为10~20mm,以方便修整出圆角,防止内浇道与铸壁处产生裂纹;铸件与冒口收缩的部位均应放松散砂层(亦可放泡沫聚苯乙烯塑料块或锯末砂等),以增强退让性小)应按砂芯的排气方向设置出气孔.
后铸造泊头铸铁平板造型铸件起模前应在造型面划出装配砂芯的相关线并做出牢固的标记;铸件起模后对破裂的松软损坏和露出背砂处要夯实修理平整,并按砂型类别刷上相应类别的涂料(石灰石砂可不刷涂料);对于粘土砂型,在修整模型时应插钉加固, 其钉距应为80~100mm.
泊头铸铁平台采用树脂砂结合消失模铸造工艺铸造,其材质为HT200-250之间。铸铁平台台面硬度为了迎合焊接工作中轻微敲打工作硬度高,为HB170-240之间。在铸铁平台的生产过程中,消失模制作环节河北兆基采用多人检验的方式,既由3人在共同对焊接平台的消失模进行检验。保证其尺寸,结构等符合图纸要求。在铸造过程中,配有的理化实验室,满足焊接平台炉前炉后的化验工作要求。焊接平台毛坯铸造完毕后,进行清砂,打磨处理。对外形尺寸进行二次复检,铸造缺陷目测排除法。达到要求后焊接平台毛坯进行人工回火,然后进行粗加工。在粗加工完毕后,进行二次回火。随之焊接平台台面铲刮处理。
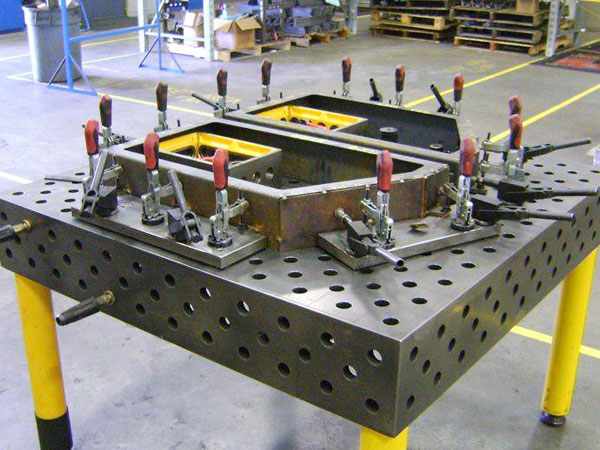
泊头铸铁平台台面可加工固定焊接工装使用的T型槽,圆孔等。在焊接工作中,铸铁平台台面难免出现轻微磕碰,如磕碰较浅,可进行龙门铣床二次加工。使焊接平台台面恢复精度。所以,在选择焊接平台时,台面不可过于薄。一个原因是太薄会使铸铁平台台面承载较小,满足不了正常焊接需要的承载要求。再就是,台面太薄,会影响其台面精度恢复工作的正常进行。
泊头铸铁平台在使用前应当进行水平调整,只有通过水平调整的铸铁平台才能充分发挥其焊接基准面的作用。未经水平调整的铸铁平台,会对铸铁平台水平要求起到较大的干扰作用,从而使焊接件达不到生产要求。

