






大型铸铁检测平板的加工工艺
大型铸铁检测平板的加工工艺:
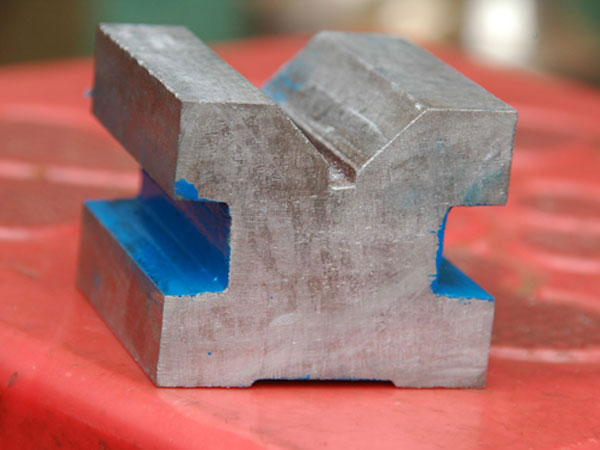
大型铸铁检测平板毛坯件要经过机床加工以后才能够使用,先要用刨床,刨大型铸铁检测平板的底面及侧面:利用横梁上的两个垂直刀架和左右两侧的两个侧刀架同时对平台进行粗刨。要注意把两侧刀架的进给量和切削调整相等,两个垂直刀架的进给量要适当。如果平台表面的加工余量过大,应多次走刀进行粗刨。
大型铸铁检测平板的四个边的加工也可提前在端面铣床上进行加工,加工好四边后,在再刨床上刨底平面。
大型铸铁检测平板粗刨完以后,应先将压板螺栓缓慢松开,使大型铸铁检测平板的弹性变形有些恢复,然后再轻轻夹牢。换上平头精刨刀,利用一个垂直刀架对底平面进行精刨。两侧刀架也可同时进行精刨(没特殊要求的情况下用端面铣床加工的大型铸铁检测平板四边无需精刨)。
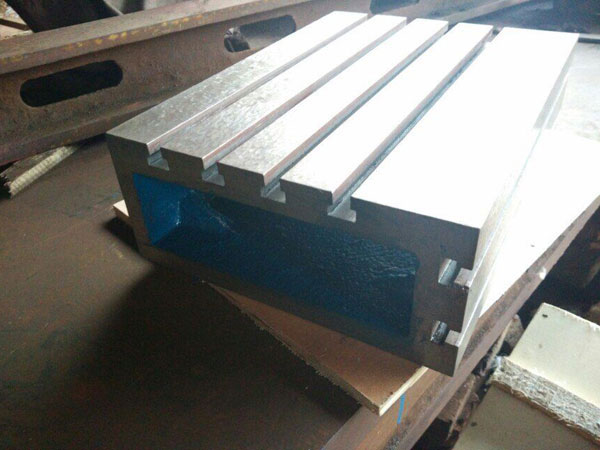
接下来要刨大型铸铁检测平板工作面:先翻转平板进行装夹。翻转平板将平板吊离机床后进行,不允许在工件台上进行。安放平板时先将工作台上打扫干净.
经过机床加工完成后,放置一周左右,消除内应力,然后就可以进行刮研工作了,铲刮划线平台时要纯人工操作,一般要经过上千次次的铲刮才能达到平面精度高,然后就是检验,检验合格后的划线平台产品就可以喷漆,打包装入箱,可以进入销售环节了。
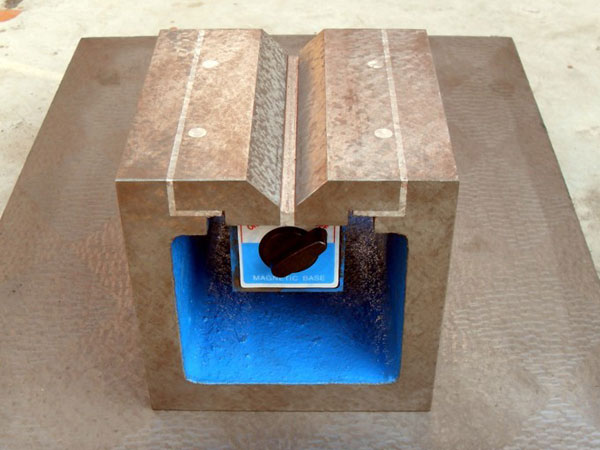
大型铸铁检测平板的选用压砂前的准备工作很重要。先选用什麽样的平板?采用那种压砂方法?选用什麽规格的砂子?心里应该清楚。修理量块的铸铁平台一般有灰铸铁、高磷球墨铸铁、高磷低金属球墨铸铁等三种。平板的硬度在HB(130~250)之间。采用硬度较低的平板压砂,嵌粗砂容易,适合于粗研,修出的量块表面粗糙度比较低,表面发白。采用硬度较高的平板,嵌粗砂困难,容易嵌入细砂,性不理想,修出量块的表面粗糙度高,色泽青亮。从我二十来年的工作经验看,采用硬度在HB(180~210)的平板,既压砂容易,耐用,又适用于高精度的研磨,特别适用于量块修理。
研磨方法平板的研磨方法一般有两种:一种是三板互研法,这种方法压砂的结果是,三块平板平面度都很好,三块平板的压砂效果基本一样,并且三块平板都可以使用,不用经常压砂,但对修理技术要求较高。所谓三板互研法是指三块平板相互之间依次互研,并且每块平板只能当下板两遍,实际共研磨6遍。
另一种方法是两块板互研法,也叫子母板压法。这种方法是只用两块平板一上一下互研,用这种方法压砂结果是,两块平板的平面度基本吻合,上面平板的平面度凹,下板的平面度凸,并且下板的压砂效果要比上板的好。由于上板中间凹,不容易修理量块,一般不用上板,只用下板。缺点是下板的凸起程度不易掌握,只能用一块平板。每次压砂时需要研磨3~4遍才可以完成,每遍6分钟左右。两种方法相比较,小编觉得还是前者较好。

